Manufacturing Engineering Laboratory
Department of Mechanical and Physical Engineering, Faculty of Engineering, Tottori UniversityMeasurement of Machining Temperatures Using an Optical Fiber-Coupled Infrared Radiation Pyrometer
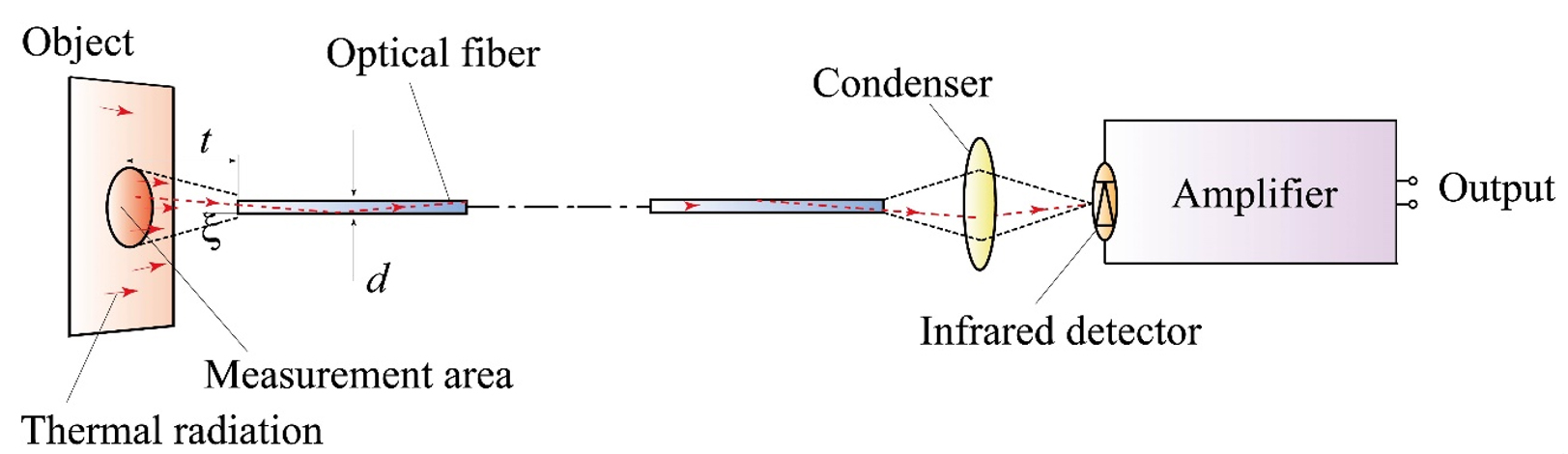
In our study, we measure machining temperatures using an infrared radiation pyrometer equipped with an optical fiber. In the process of metal cutting, a significant portion of the energy used for plastic deformation is transformed into heat, leading to the generation of high temperatures. These excessive temperatures can cause various thermal damages to both the cutting tool and the workpiece. To understand the impact of temperature on thermal damage and to identify optimal cutting conditions, it is crucial to have accurate information about the temperatures during machining. Our laboratory is exploring a novel approach with an infrared pyrometer, where an optical fiber captures the infrared radiation emitted from the surface being machined and transmits it to an infrared detector. This method aims to accurately estimate and predict thermal damage.
Measuring the Rake Face Temperature of a Diamond Tool
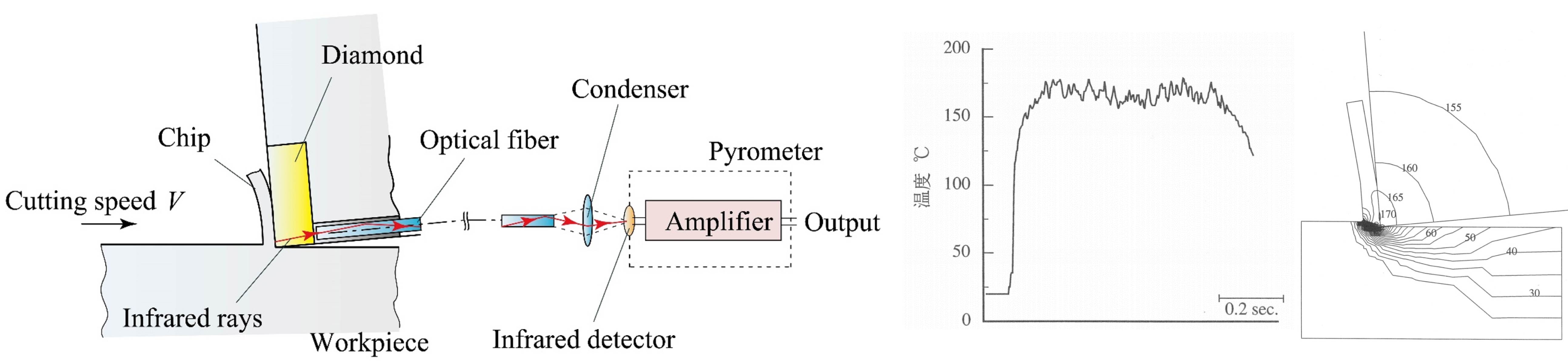
Single crystal diamond is used for precision cutting of aluminum and copper. Increase of cutting temperature accelerates the wear of cutting edge and has a crucial influence on tool life. It is difficult to measure the temperature of a diamond tool because diamond is an electrical insulator. In our study, we measure the temperature using an infrared radiation pyrometer. This device captures infrared rays emitted from the contact area between the chip and the rake face of the diamond tool. These rays, after transmitting through the diamond tool, are captured by an optical fiber and directed to a two-color detector.
Effective Cutting Grains in Grinding
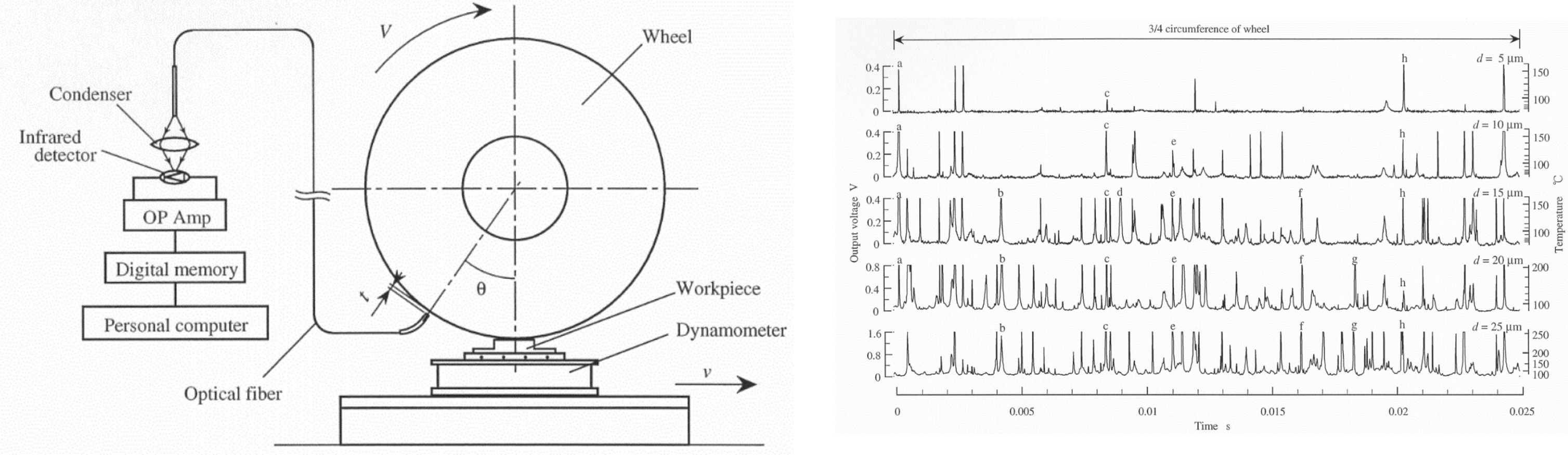
Since grinding is an aggregation of micro-cutting by effective cutting grains, it is essential to clarify the cutting behavior of individual abrasive grains on the wheel surface to investigate various grinding mechanics. Effective cutting grains involved in chip formation in the grinding zone are heated to a high temperature. Therefore, by measuring the temperature of the grinding wheel surface immediately after grinding using an infrared radiation pyrometer, these heated cutting edges can be detected. The state of effective cutting edges on the grinding wheel surface under various grinding conditions is revealed.
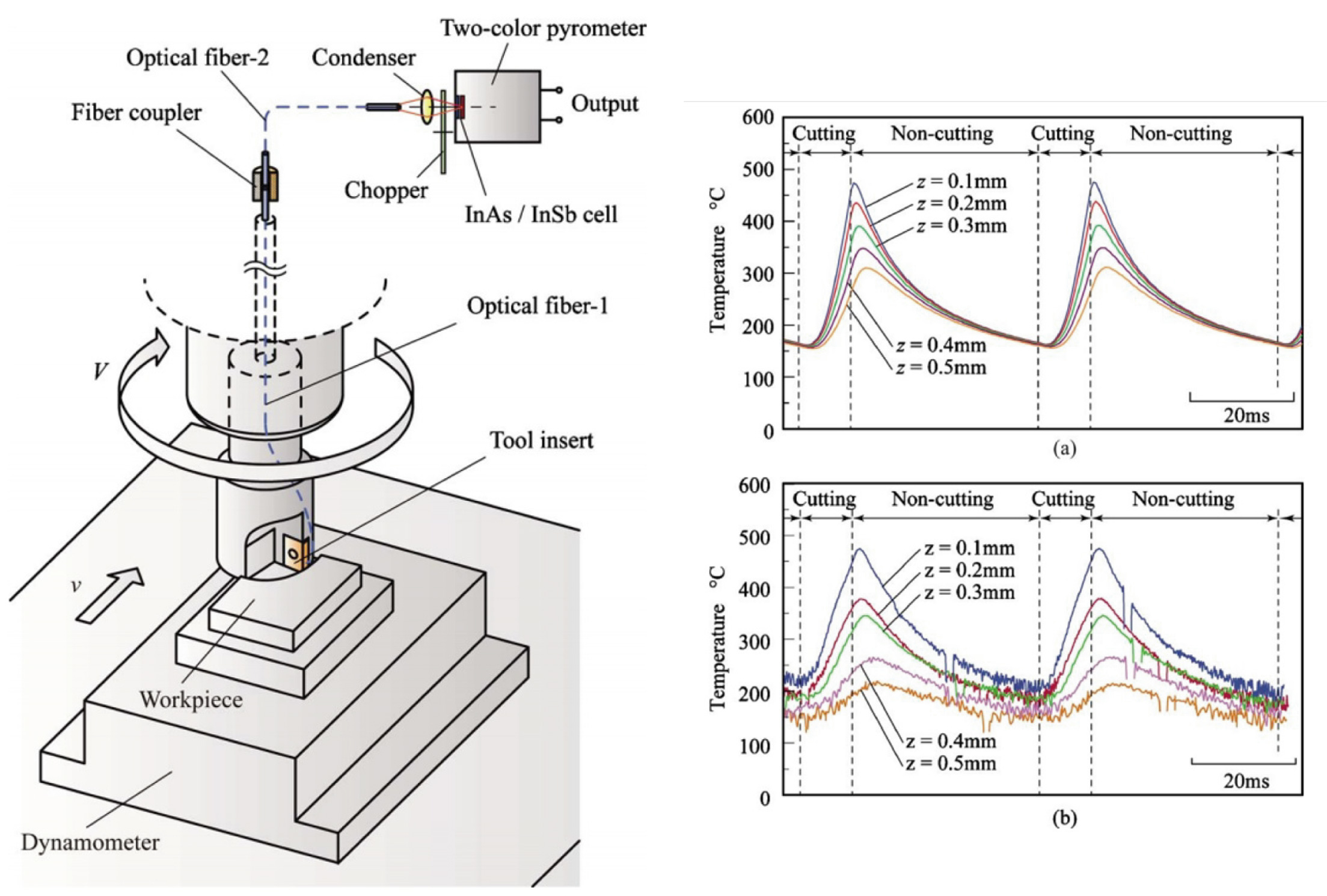
Temperature Variation of the Cutting Tool in End Milling
Since end milling is an intermittent machining process, the cutting tool undergoes cyclical heating and cooling. Temperature variation of the cutting tool is more complicated than in turning. In this study, a new technique for radiative temperature measurement with the use of two optical fibers is applied to investigate the temperature variation at different depths within a tool insert during both cutting and noncutting cycles in end milling.
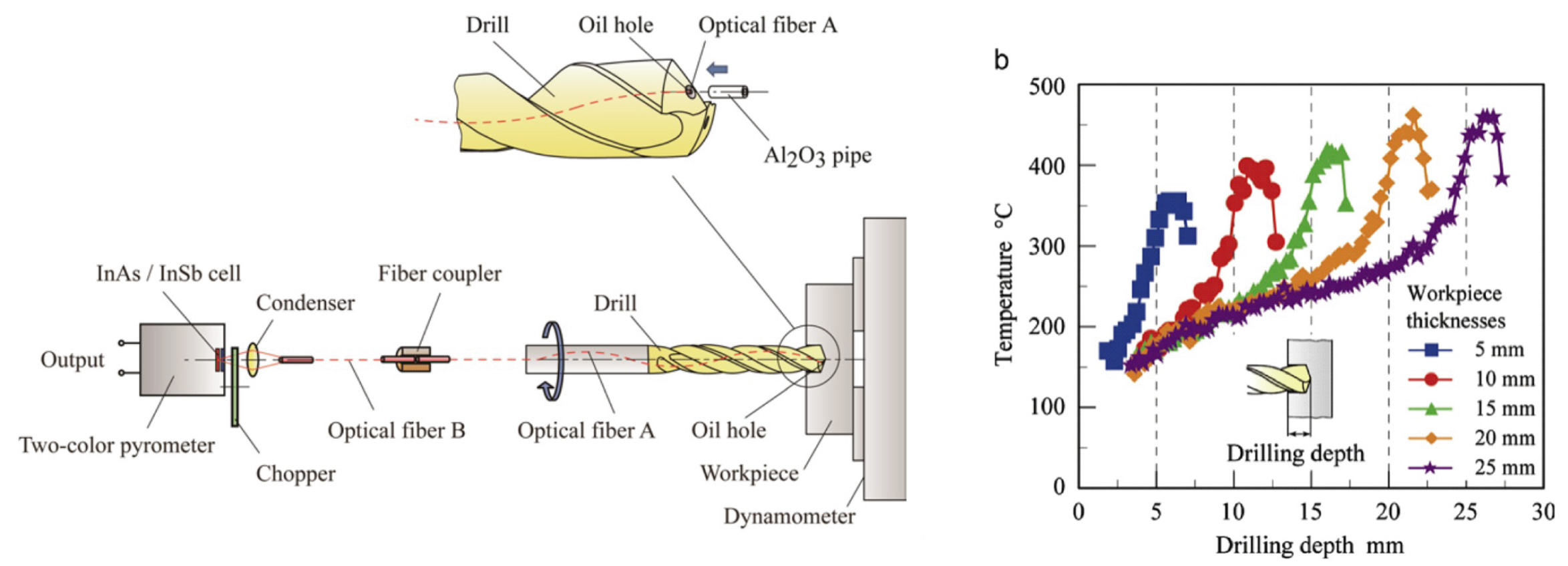
Variation of Temperature at the Bottom Surface of a Hole During Drilling
During drilling, most of the power associated with chip formation is converted into heat, thereby considerably increasing the temperature of the workpiece and the drill. As the drill enters further into the workpiece, and chips are produced in a confined space, the heat accumulates at the cutting area inside the hole. The temperature at the bottom surface of the hole during drilling was measured using an infrared-radiation pyrometer equipped with two optical fibers. The effects of workpiece thickness, workpiece material, and feed rate on this temperature variation were investigated.
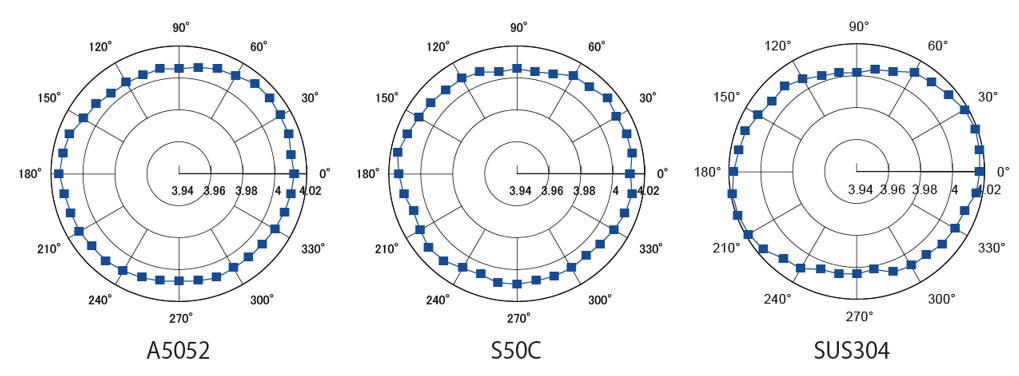
Roundness of the Hole in Drilling of Low-rigidity Workpiece
When drilling into thin-walled or thin-thickness structures such as beam plates, the rigidity of the workpiece is often insufficient, leading to deformation of the workpiece during drilling and a decrease in accuracy, such as roundness and straightness of the drilled hole. In this study, a beam plate structure fixed at both ends was used as a model for thin-thickness parts, and drilling tests were conducted. The effects of various drilling conditions and the mechanical properties of the workpiece on the roundness of the drilled hole were investigated.
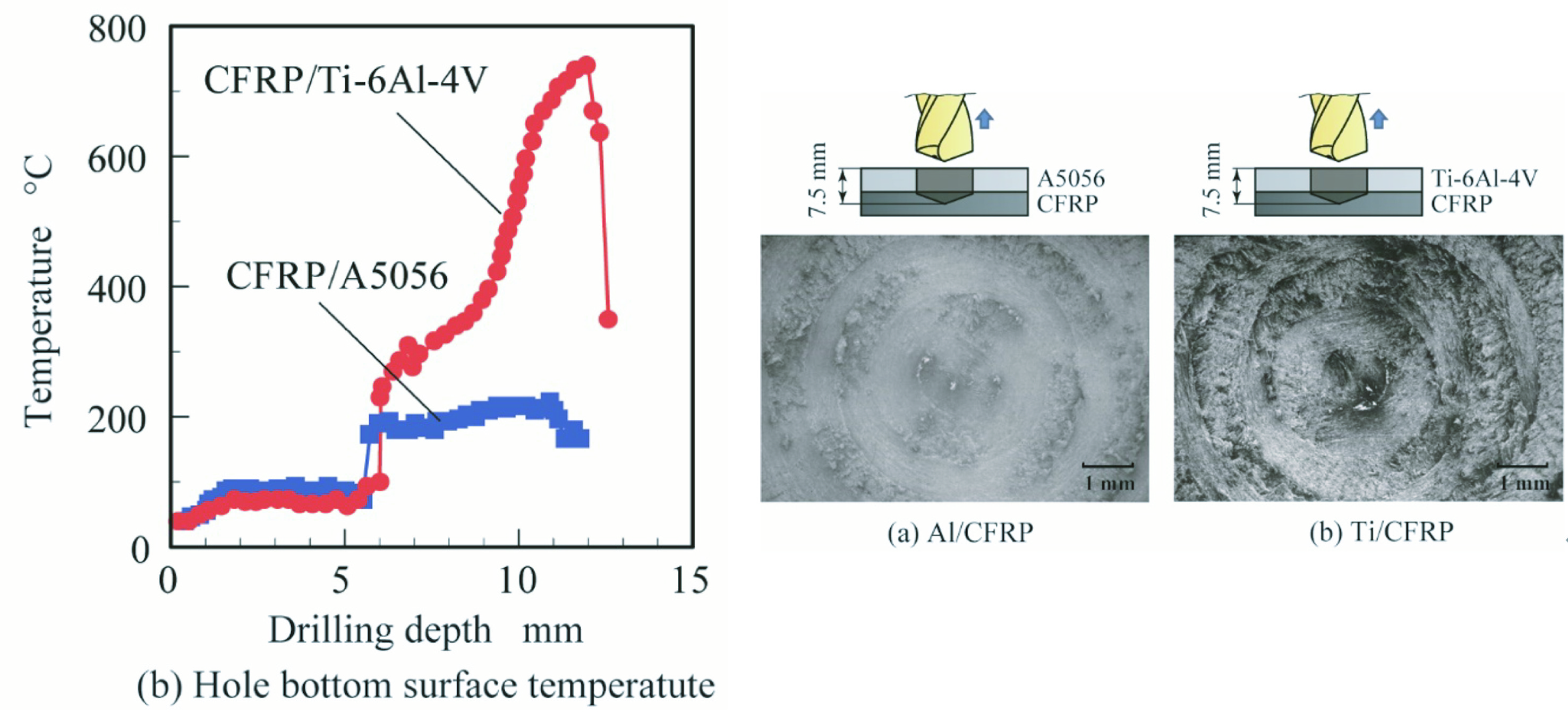
Temperature Variations in Drilling of CFRP/Titanium Stack
Recently, especially in aerospace structural applications, dissimilar material stacks of CFRP and titanium have gained prevalence. In drilling composite-metal stacks, understanding the thermal damage to tools and workpieces is crucial due to the high temperatures generated during the drilling of Ti alloys. In our study, holes were drilled through CFRP/Ti stacks, and the temperature at the bottom surface of the holes during drilling was measured using an infrared radiation pyrometer equipped with an optical fiber. We also investigated the effects of drilling temperature on the quality of holes in CFRP, examining various drilling parameters.
Suppression of Chatter Vibration with Variable Pitch and Variable Lead End Mills
In end milling, chatter vibration can cause deterioration in the finished surface roughness and lead to tool breakage. Variable pitch and variable lead end mills are effective in suppressing chatter vibration. This study investigates the effects of variable pitch spacing and variable lead angles of end mills on the stability boundary of chatter vibration both theoretically and experimentally.
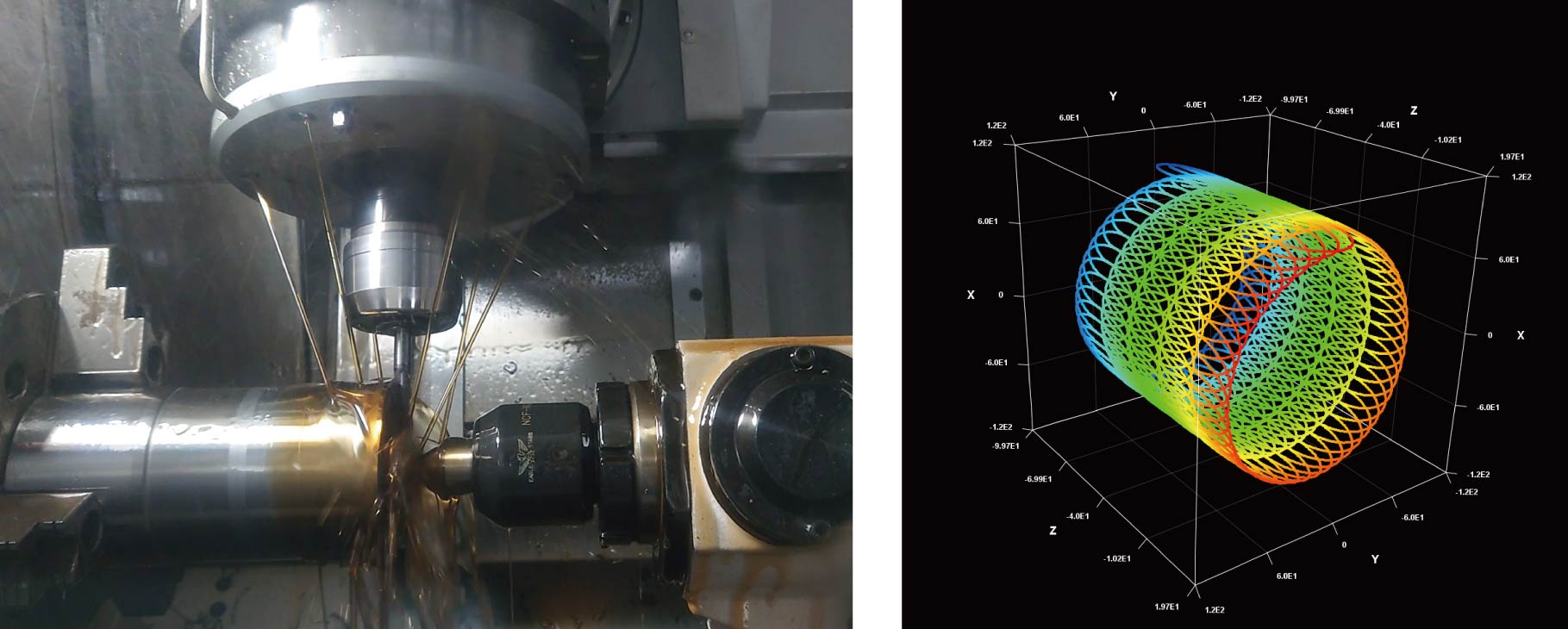
High performance heavy cutting in turn-milling
Multitasking machines are machine tools that integrate a multitude of machining functions, including turning, milling, and drilling, among others. Turn-milling is used in rough machining due to its superior heavy cutting performance, and further improvements in performance are desired. In this study, we aim to enhance the heavy cutting performance in turn-milling by using variable pitch and variable lead end mills.
Cutting Temperature in Cryogenic Machining
In the machining process of difficult-to-cut materials, cooling technology during cutting is a very important issue for decreasing tool wear. Recently, many studies on cryogenic machining have been conducted to reduce the use of cutting fluid. Liquid nitrogen offers great advantages, such as no need for coolant disposal, no cleaning process for parts, and a clean working environment. However, droplets of liquid nitrogen evaporate and develop a thin gas film on the surface when they make contact with the cutting tool or workpiece. In our study, the heat transfer coefficients of liquid nitrogen were estimated using a semi-infinite heat transfer model analysis. Cutting tests were carried out under dry conditions, with soluble coolant, and with liquid nitrogen coolant. The effects of coolant on the rake face temperature were investigated.

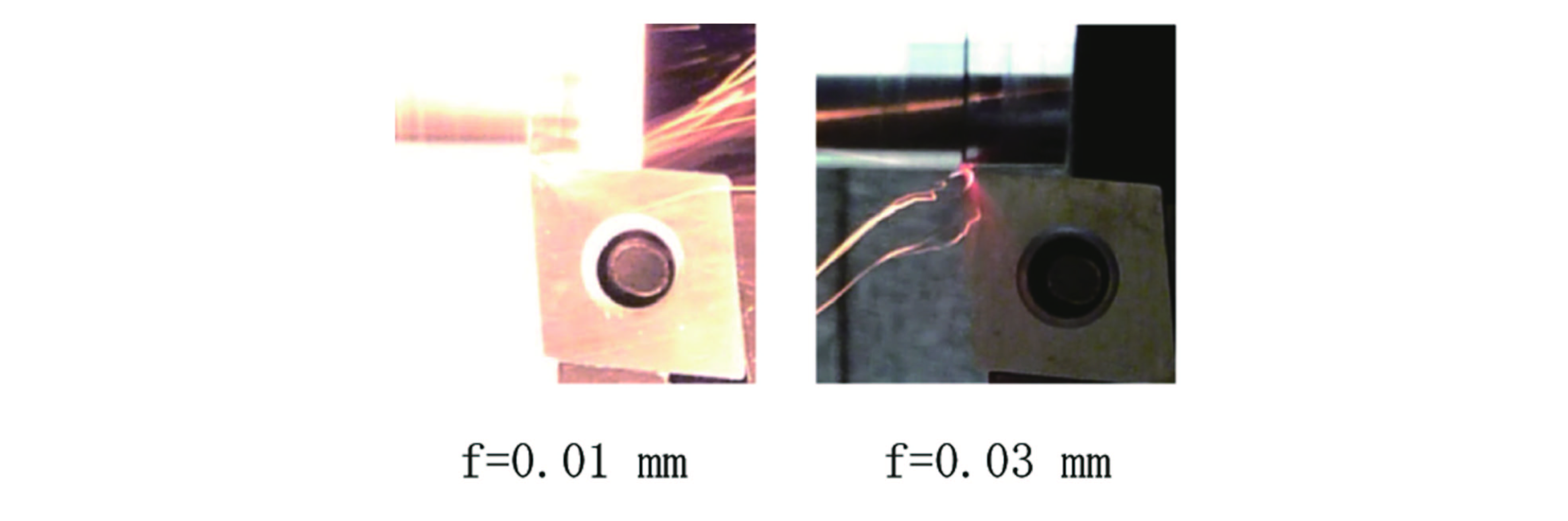
Chip Combustion in High-Speed Machining of Titanium Alloys
Necessary precautions should be taken when machining titanium alloys, given the alloys' fine particles and small chips tend to ignite easily at high temperatures during machining. However, research in high-speed dry cutting of the alloys has been insufficient. The main objective of our study is to clarify the effect of cutting conditions on chip combustion of titanium alloys during high-speed dry cutting and to recommend measures to prevent accidental fires during the machining process.
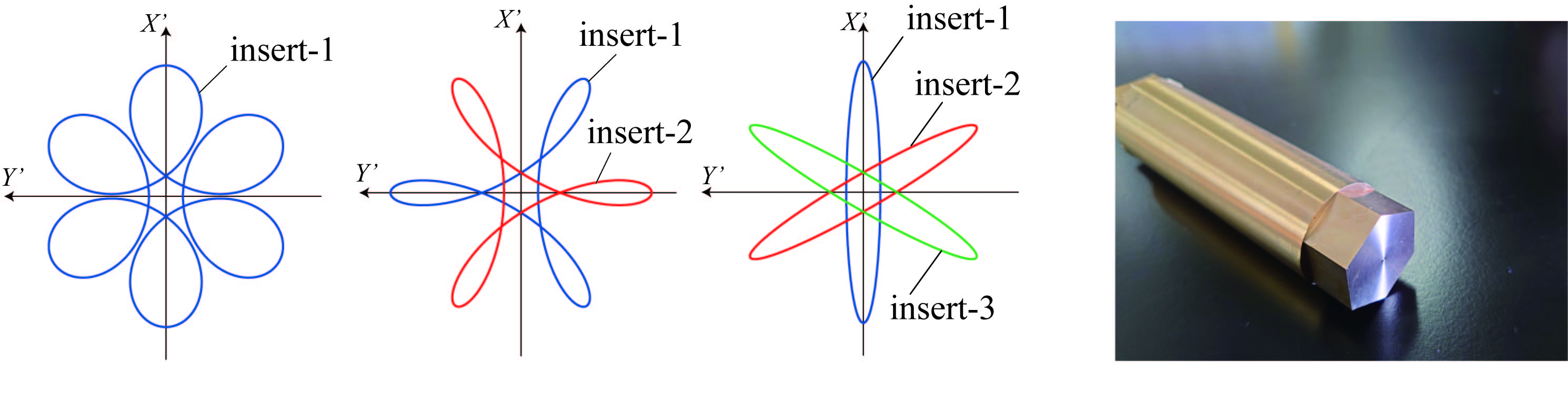
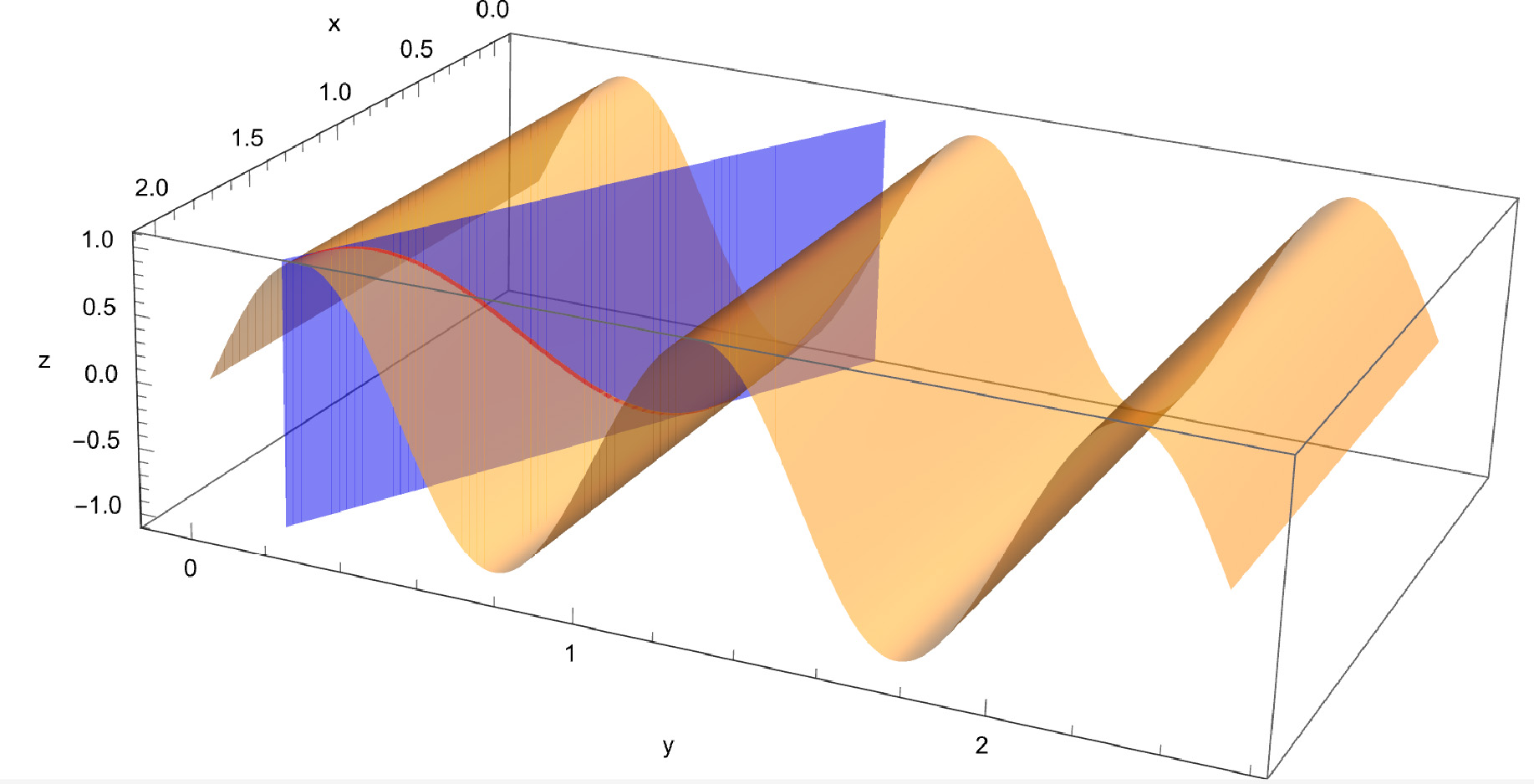
Tool Path and Machining Accuracy in Polygonal Turning
In polygonal turning, the machining of shafts with a polygonal cross-sectional shape is achieved by setting the ratio of rotational speeds between the cutting tool and the workpiece to an integer ratio. However, in polygonal turning, since the cutting tool rotates, each machined side of the polygon is not straight but curved. In this study, we determine the tool path in polygonal turning and calculate the curvature of the path to investigate the effects of the number of cutting edges and the rotation ratio on the machined shape, the curvature of the machined surface, and the straightness of the sides of the polygon.