生産加工学研究室
鳥取大学工学部機械物理系学科熱放射計測による機械加工温度の測定
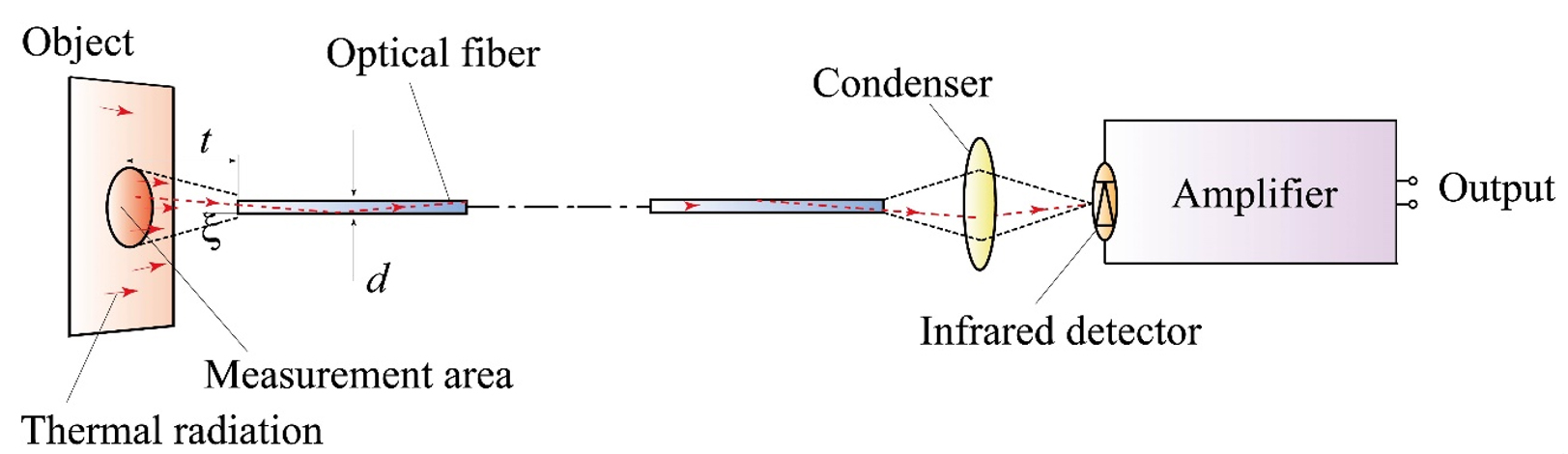
機械加工では切りくずの生成に伴って熱が発生し,工具摩耗の促進や加工精度の低下などの悪影響が生じます.熱放射温度計に光ファイバを組み合わせることで様々な加工温度を,直径1/100mmの領域を非接触で10μsの応答で測定することができ,現象の解明に有効です.
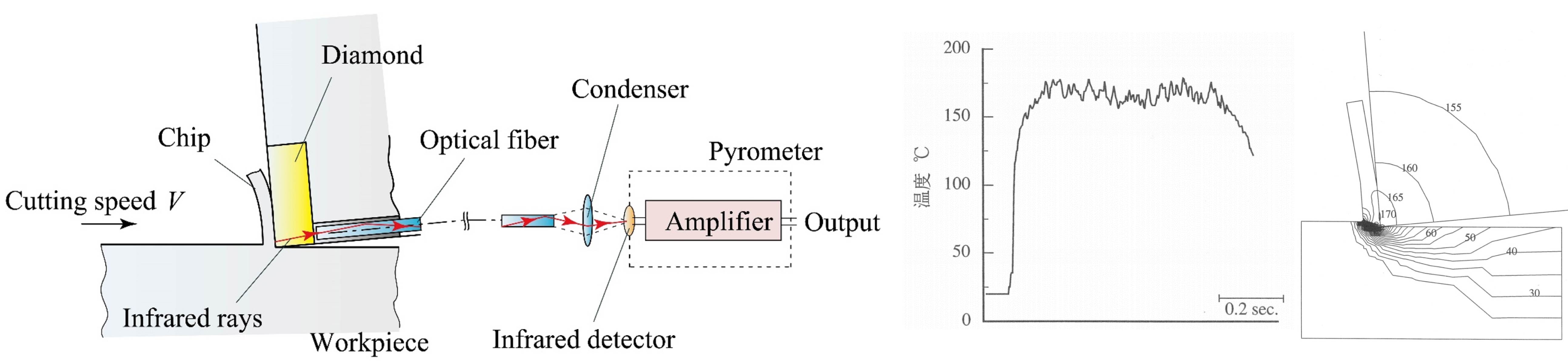
ダイヤモンド工具刃先温度の測定
ダイヤモンド工具は超精密切削に用いられますが,刃先温度の上昇は工具摩耗を促進するので,熱的影響を検討するために切削温度を明らかにすることが必要です.ダイヤモンドは電気絶縁体ですので温度測定が困難ですが,赤外線を透過する性質がありますので,切削中に工具一切りくず接触面から放射されて工具内を透過してきた赤外線を工具裏面から検出することにより,すくい面温度を測定することができます.
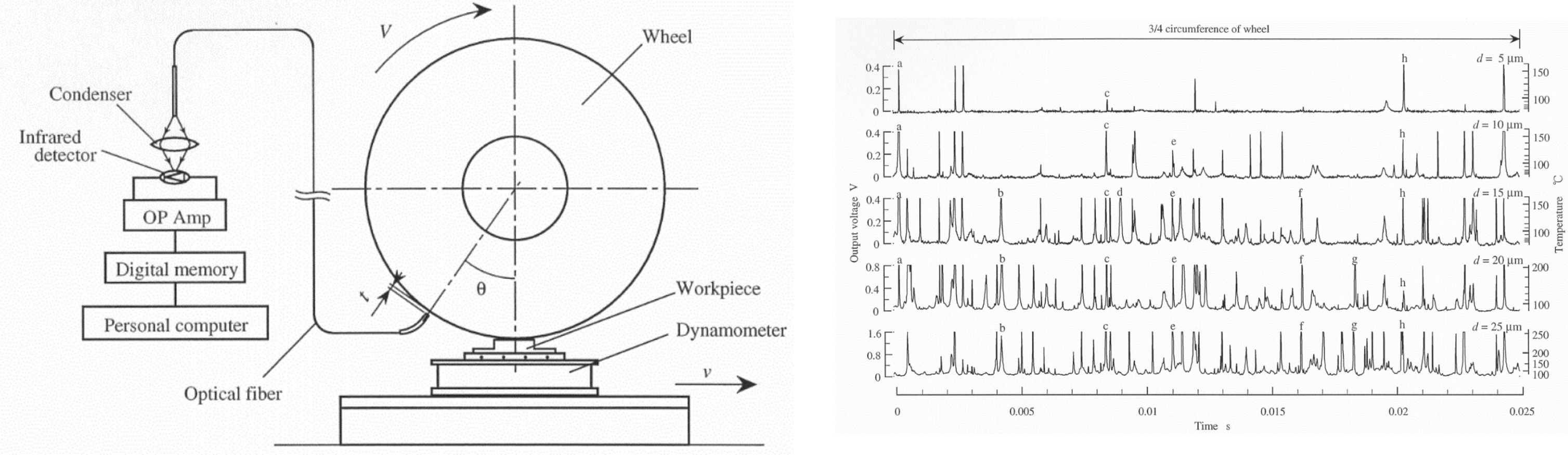
研削砥粒切れ刃の切削作用
研削加工は砥粒切れ刃による微小な切削の集積ですので,研削現象を解明するためには,個々の砥粒切れ刃による切削作用を明らかにすることが重要です.研削領域で切りくずの生成に関与した砥粒切れ刃は研削点において加熱され高温となりますので,研削直後の砥石表面温度を測定することによって高温となったこれらの砥粒切れ刃を検出することができ,砥石表面上に存在する個々の有効砥粒切れ刃の作用状態を調べることができます.
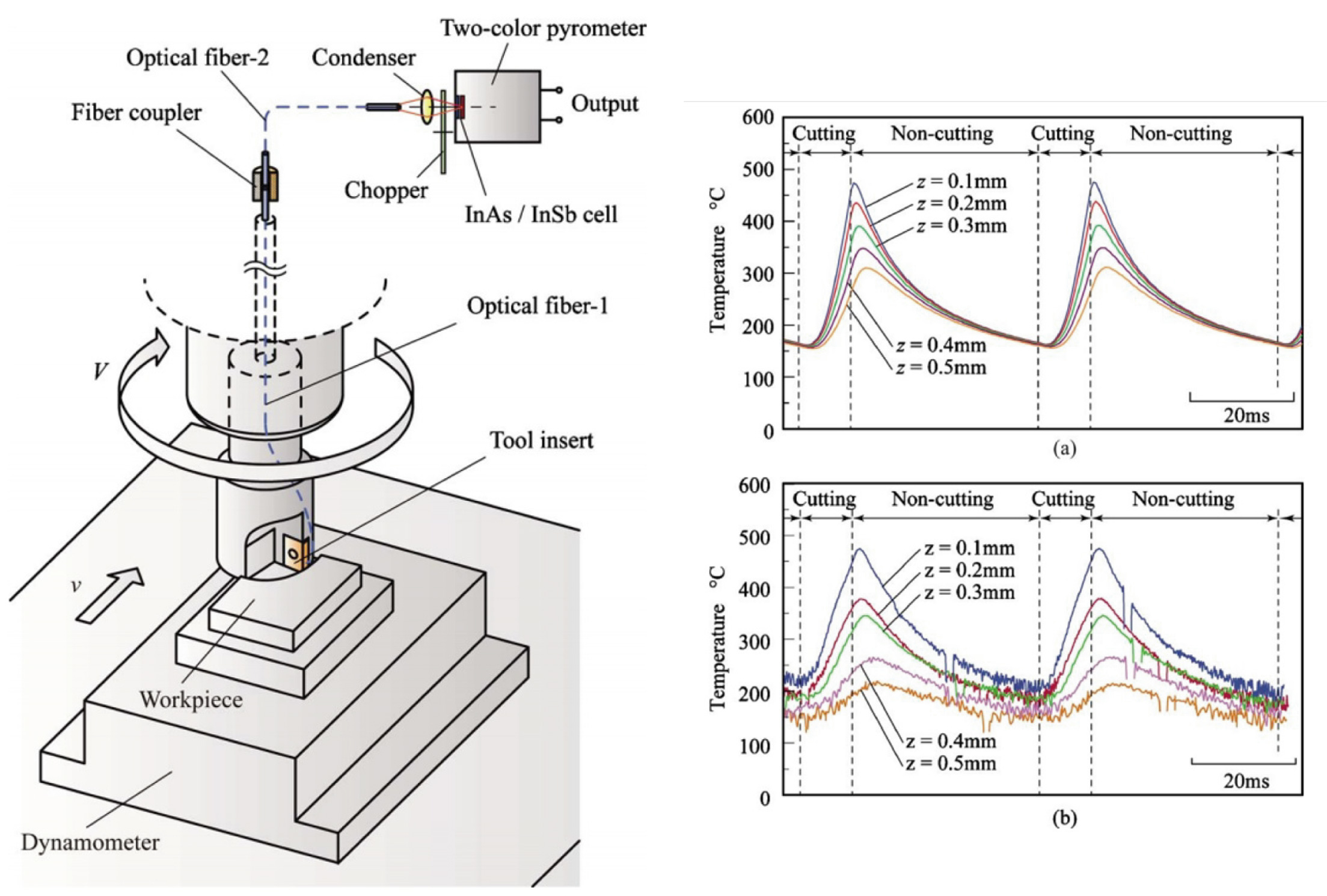
エンドミル工具刃先の加熱冷却特性
エンドミル加工は回転工具による断続的な切削加工で,工具は周期的な加熱と冷却を受けることとなります.加工中の工具刃先の加熱冷却過程を解析的に求め,2本の光ファイバを用いる方法によりエンドミル加工中の切削時と非切削時の工具の周期的な温度変化を測定し,解析解を検証しました.
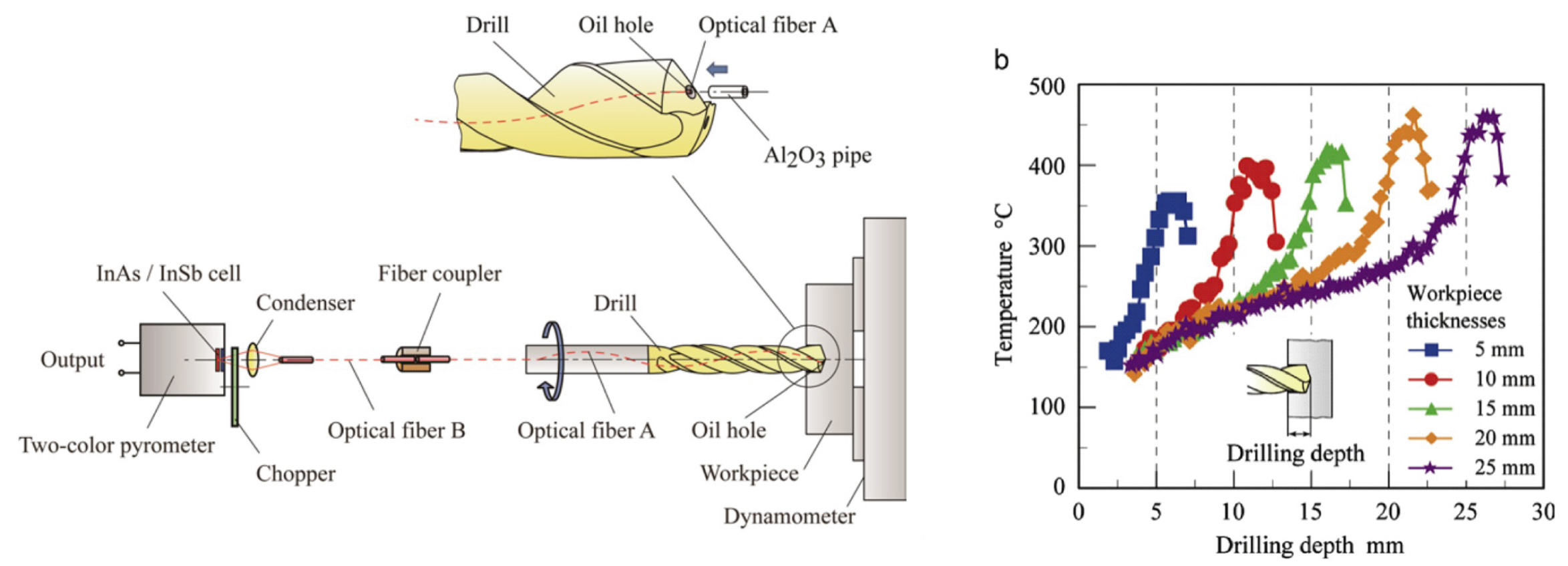
ドリル加工温度の測定
ドリル加工では加工の進展に伴って工具であるドリルが穴の中に入り込んでいくことから穴内部においては熱が蓄積しやすく,旋削加工などと比べると特殊な状況にあります.ドリルによる穴あけ中の加工面の温度変化を,ドリルのオイルホールおよび2本の光ファイバを利用した方法によって測定し,その温度上昇と工具摩耗への影響を調べました.
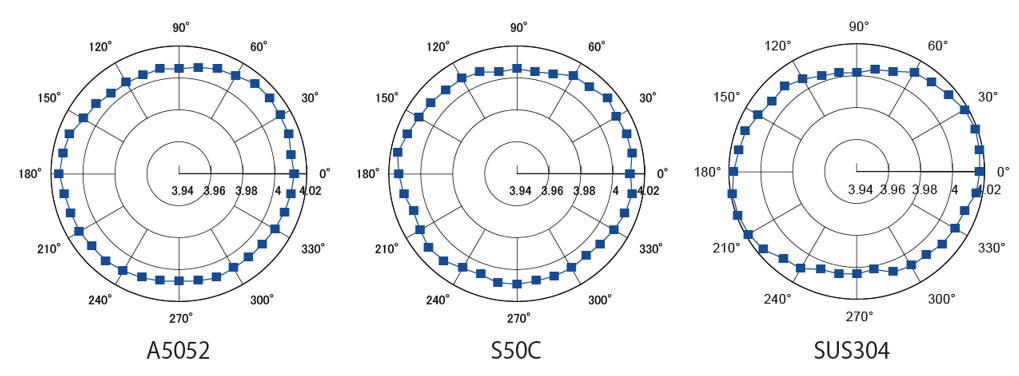
支持剛性の低い被削材のドリル加工における穴加工形状
薄肉構造物に対してドリル加工を行うと,被削材の剛性が不足するために加工中に被削材が弾性変形し,加工後は変形が回復するので加工後の穴の真円度や真直度などが低下します.支持剛性を低くした被削材に対してドリルで穴あけ加工を行い,加工条件や被削材の機械的性質が加工穴の形状にどのような影響を与えるのかを調べました.
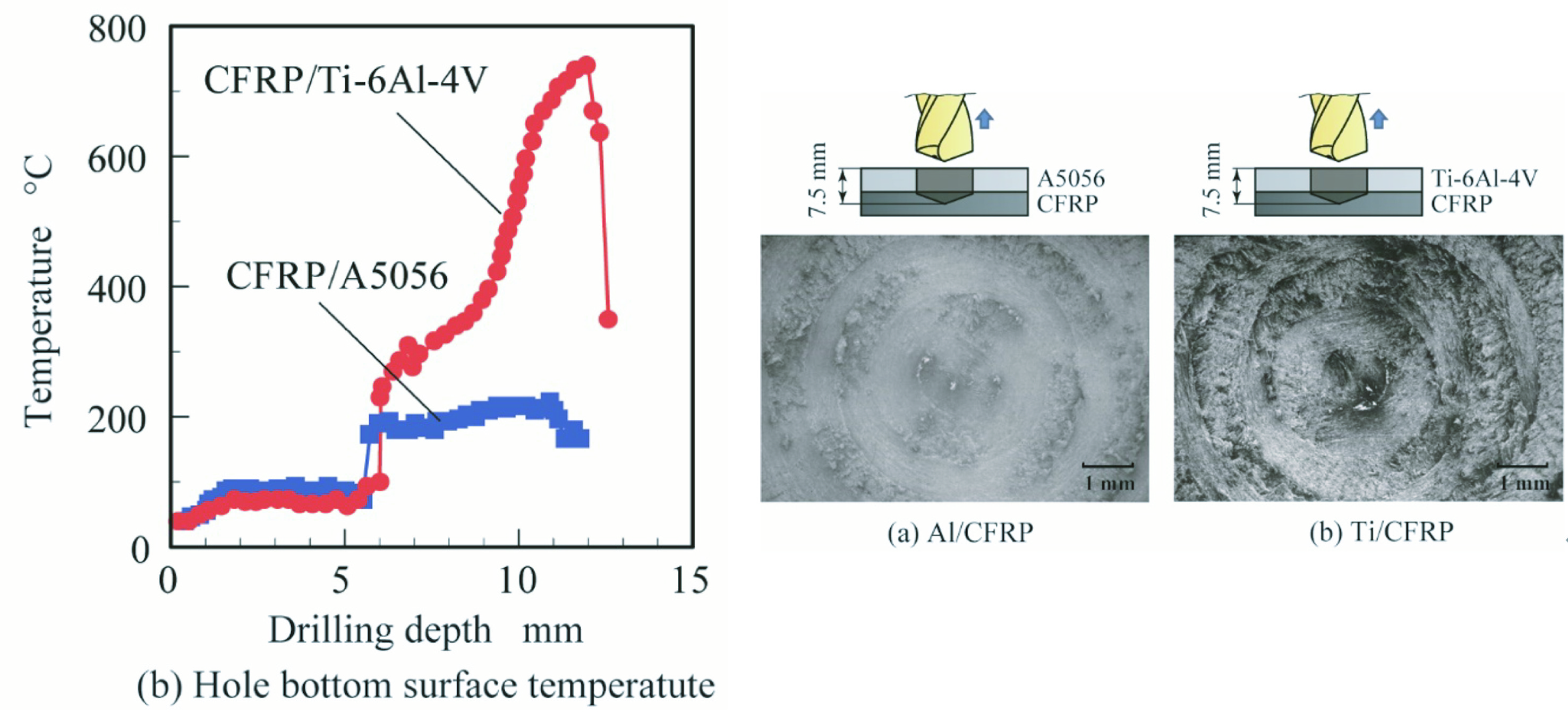
チタン - CFRP積層材のドリル加工温度
CFRPは比強度が高いので,航空宇宙,自動車,スポーツなど幅広い産業で使用されています.特に強度が必要な場合は,チタン合金などと重ねて使用されます.CFRPとチタン合金の積層材の穴あけ加工では,チタン合金の切削温度が高いので, CFRPが熱損傷を被ります.そこで,CFRPとチタン合金の積層材の穴あけ加工時のドリルの進展に伴う穴加工面温度を測定し熱の影響を調べました.
不等ピッチ不等リードエンドミルのびびり振動抑制効果
エンドミル加工では,びびり振動が生じて仕上げ面粗さが悪化したり工具欠損が生じたりします.エンドミルの連続する切れ刃の間隔やリード角を変えた不等ピッチ不等リードエンドミルはびびり振動の抑制に効果があります.本研究では,不等ピッチ間隔と不等リード角がびびり振動の安定境界について理論と実験の両面から検討を行っています.
ターンミリングの重切削性能の向上
複合加工機は,旋削加工に加え,フライス加工やドリル加工など数多くの加工機能が集積された工作機械です.複合加工機によるターンミーリングのように特に重切削性能に優れたものは粗加工にも用いられ,更なる性能向上が望まれています.本研究ではターンミーリングに不等ピッチ不等リードフライスを使用し重切削性能の向上を図っています.
極低温切削における熱伝達特性と切削温度
チタン合金やニッケル合金などの耐熱材料の切削では,工具温度が高くなるので,クーラント技術が重要です.しかし切削液は,環境汚染や健康被害など悪影響も多いです.このため,液体窒素などの低温冷却剤を切削点に噴射する極低温切削の研究を進めています.しかし,液体窒素は工具や被削材表層で蒸発し,気膜を通じた熱伝達になるなど不明な点が多いです.本研究では,熱伝達率特性を明らかにし,環境負荷の小さい機械加工技術を目指しています.

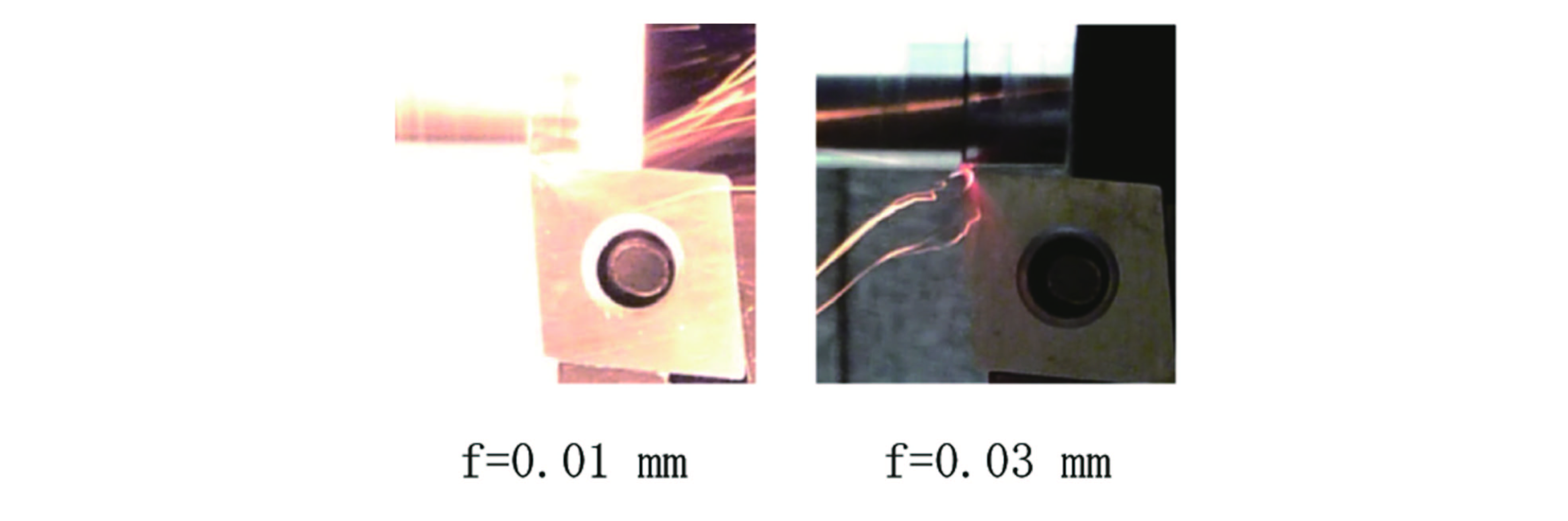
チタン合金の高速切削における切りくず燃焼
チタン合金を小さな切込みで切削すると発火し燃焼します.特に,工具が摩耗している場合には比較的低い切削速度で容易に発火します.このため,燃焼が生じる切削条件を明らかにする必要があります.この研究ではチタン合金の切削において切削条件を変えたときの発火と燃焼の状態を観察し,切削温度,切削抵抗,燃焼した切りくず形状から燃焼現象について検討をしています.
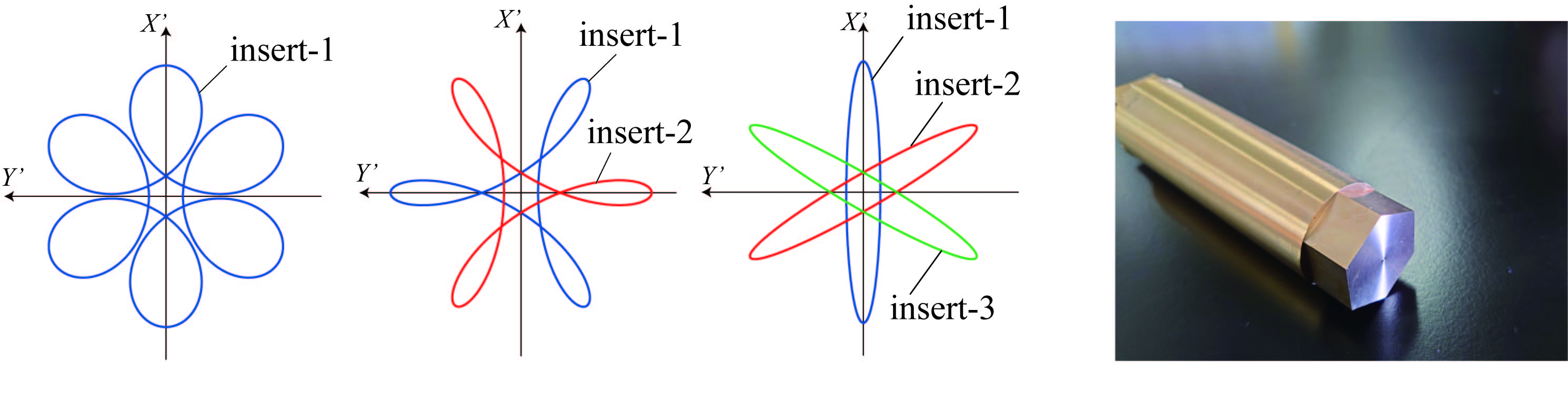
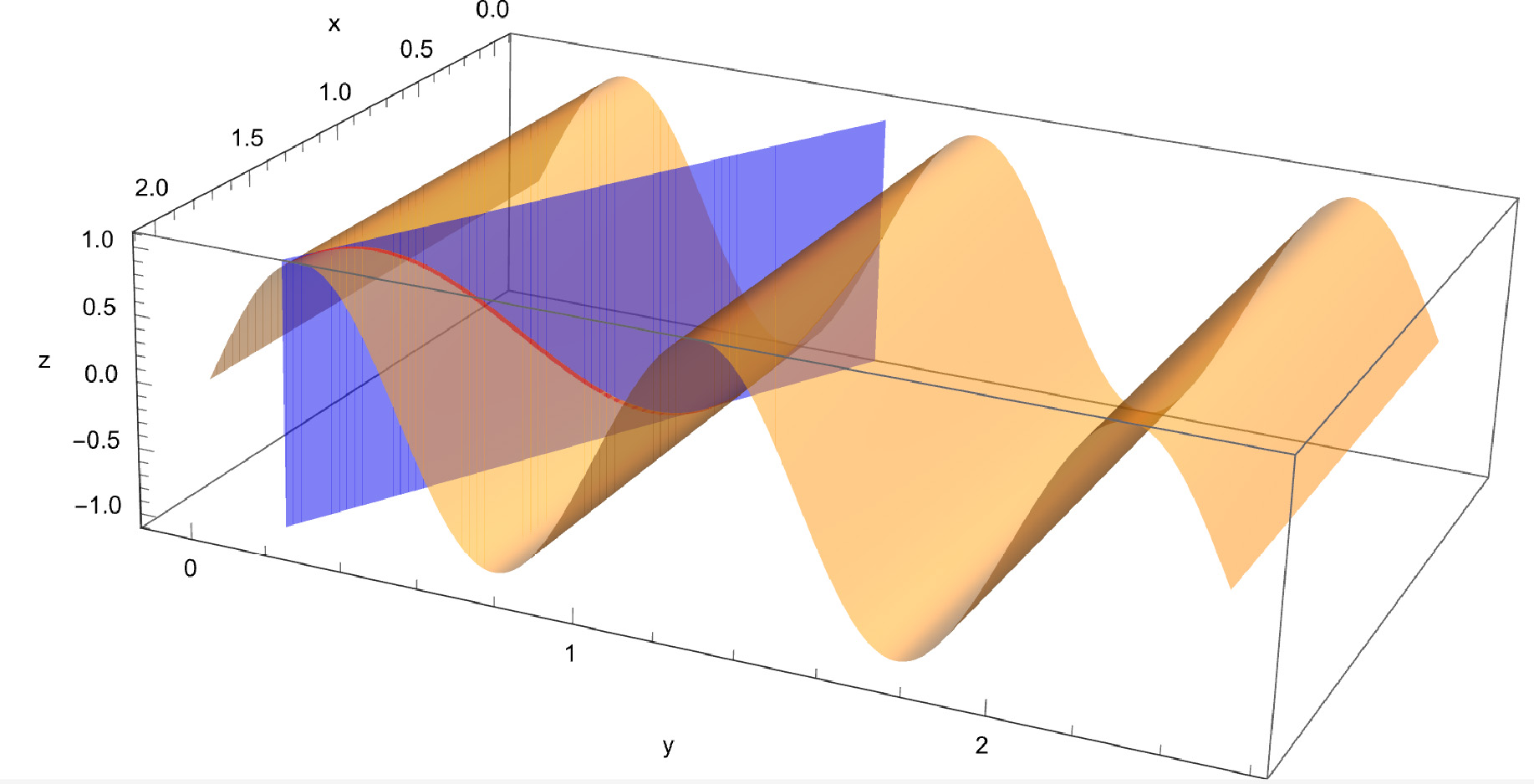
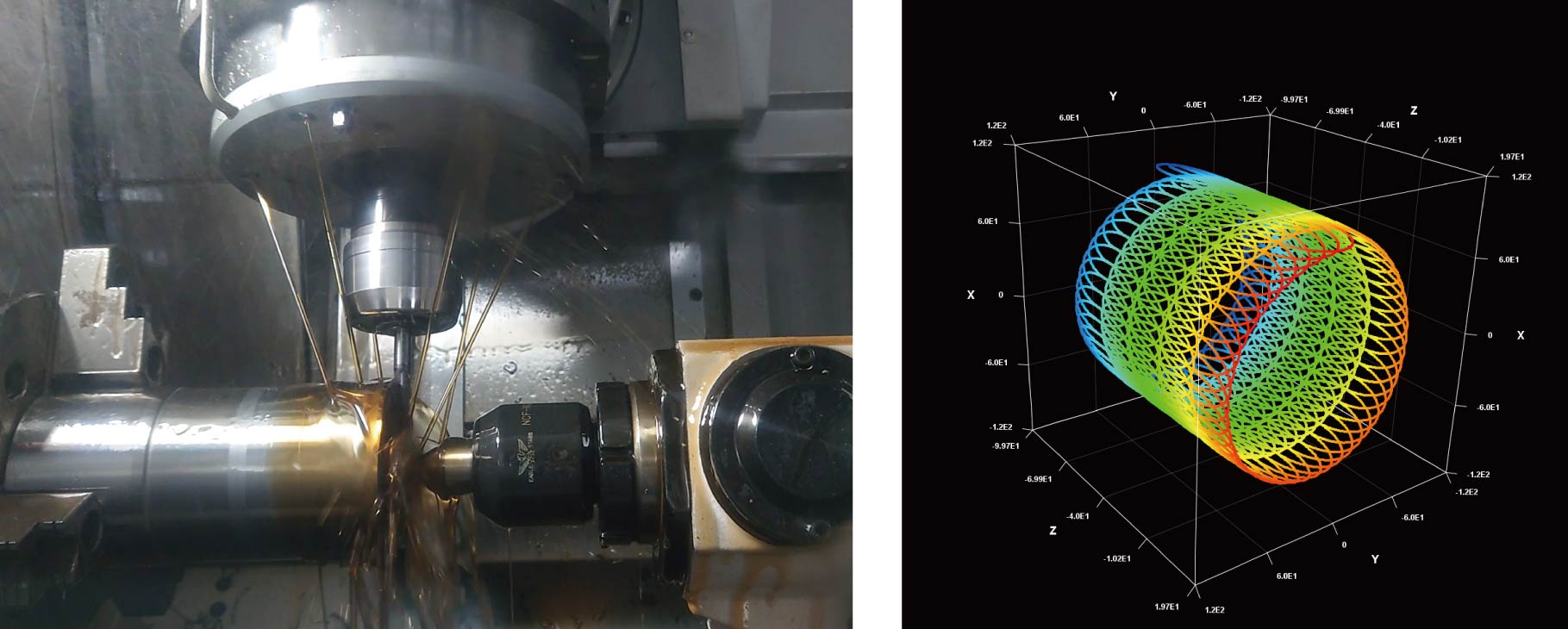
ポリゴンターニングにおける工具軌跡と加工精度
ポリゴンターニングは工具と被削材の回転数比を整数比にすることによって多角形断面形状の軸を加工する方法です.ただ,ポリゴンターニングの場合は回転工具を用いているので多角形の各辺は直線ではなく曲線となります.本研究では,ポリゴンターニングにおける工具軌跡を求め,軌跡の曲率を計算することで刃数や回転数比の違いによる加工形状や加工面の曲率及び辺の真直度について検討しています.